您的位置: 首页 > 新闻
文章来源:郑州冠图涂装设备有限公司 日期:2018-07-03 点击数:4460

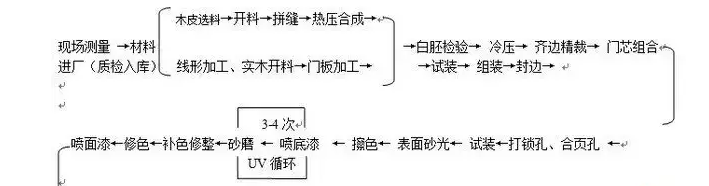
实木门涂装设备主要制造工艺标准:
1、下料:
(1)粗裁时,长宽各加大10mm;(需修整)
(2)如组合下料,注明木皮材质,标明何种门型组合;
2、组框
(1)四角方正,长宽各加大10MM
(2)外框宽度规格为800-2000MM,表板为6MM中密度板,中间填充邵尔兰特中空创花板。
(3)加锁木,也可用锁盒;
(4)组框时如是玻璃门,确定玻璃大小及位置
(5)骨架做防变形处理后,上压机压平
3、热压工艺标准
(1)每次放需热压的工件前,必须将热压板和工件清理干净,确认没有任何杂质,定好热压温度及压力,将工件慢慢放入。
(2)放入的工件要排列有序,使各部位受力均匀。
(3)每次热压尽可能放满所有位置,而且要保证每层板材的厚度和每层的覆面材料相同,覆面材料不能重叠,若不能放满应用工件等厚的备用垫板填充。
(4)为防止胶干,每次上料应在两分钟内完成,确定无误和安全的情况下,再开动机器。
(5)加压后的工件表面要平整、光洁、手摸无凹凸、颗粒感。
(6)拼花应对齐。
(7)覆面后,木门不得脱胶、透胶、层叠离芯、划伤、压痕、碰块、错位、油污、颜色基本一致。
4、实木门涂装设备冷压工艺标准
(1)冷压时间应根据气温而定,保证胶层固化,胶合牢固。
(2)加压后,式件表面要平整,光洁、手摸无凹凸、颗粒感。
5、齐边精裁
(1)裁料误差不超过0.2MM切割标准
(2)放入工件前,应将压板和工件清理干净。
(3)放入的工件不得错位,上下与芯板对齐,不得崩渣。
(4)门扇两边应倾斜2度,其余均应锯成直边,不得划伤碰缺。
6、实木门涂装设备铣门芯板工艺标准
(1)铣门芯板时,走料用力均匀,没有崩碴。
(2)外表平滑,圆顺。
(3)按比例铣削,尺寸准确,不得崩碴;
7、手工贴皮
(1)用白乳胶贴皮时,必须第一遍干燥后再刷第二遍,再用熨斗烫平。
(2)平板条用木板铲压。;
(3)贴完后,不得有离缝、脱胶、鼓泡、木皮炸裂等现象。
8、实木门涂装设备打锁孔、合页孔
(1)注意门的开启方向;
(2)注意门的上下端,不得掉头。
(3)不得有崩碴、划伤、并用专用模具,夹子夹紧后方可钻孔。
9、试装
(1)门饰线接角严密,不得离缝;
(2)门扇与门套紧密贴合,平整,不得离缝;
(3)门扇不得有间隙晃动;
10、油漆
(1)打磨前,需对白坯进行检查,对于脱胶、鼓泡、划伤、碰缺产品不加工;
(2)白坯需打磨光滑、钉眼、缝隙需填实;
(3)底漆需喷均匀,并检查有无脱胶、鼓泡,待干燥后打磨;
(4)喷面漆时不得有颗粒、流挂、起皮、光泽符合客户要求;
11、实木门涂装设备包装入库
(1)认真检查门扇门套是不配套齐全,质量是否合格,不合格品一律不得打包出厂,严禁错色、漏色,对产品要轻拿轻放;
(2)包装前,应除去工作表面的胶痕和杂质,并用包装膜包好,用瓦楞纸保护四个门角;
(3)贴上标签,入库后填写入库单。
12、安装
(1)确定洞口与门无误后,进行组套、立套校正、打胶固定、安装门扇;
(2)门套与墙体打打玻璃胶收口,门套下方应多打胶,以防止过量水进入门套。






